- Кратко о компании Основы компании Концепция компании Партнеры Сертификаты Культура предприятия
- Наши услуги Строительный проект Обслуживание и ремонт Производство и изготовление Реконструкции и модернизация Транспортировка и хранение Обработка и торговля
- Управление в компании История компании Ответственность по всему миру
- Центр закупок Стажировка
- Изделия из металла Изделие из алюминия Изделия из меди Изделия с металлическим покрытием Изделия из нержавеющей стали Изделия из углеродистой стали Особый сплав
- Объект строительства Стальной решетчатый настил Стеллаж Стальная конструкция Стальной мост Строительные леса Строительные материалы Химический металл Универсальное решение для проекта
- Контейнер ДФЭ контейнер для оборудования Контейнер для хранения и транспортировки Контейнерное депо Рефрижераторы Береговой контейнер
- Устройство Металоформовочная машина Другие устройства Металлорежущая машина Металлообрабатывающий станок Листогибочное устройство Строительный блок
- Механическое изделие Автомобилестроение Разное Швартовое оборудование Корабельное оборудование Емкость высокого давления
- Электромеханическая система Электрический кабель Автоматизация Распределение мощности Солнечная энергосистема Система релейной защиты Инверсор Производственная линия Система освещения
- Медицинское оборудование Пищевые принадлежности Трахеостомическая трубка Принадлежности по уходу Изделия из литья
- Строительная техника
- EPC проекты
- нефтепровод
- Водопровод
- Газопровод
- Аксессуары для лодок и швартовные аксессуары
- Металла для украшения
- Компоненты трансформаторов
- теплообменная труба
- детали и аксессуары кондиционеров
- котёл
- обрудования для кухни и ванной
- металл для бытовых электроприборов
- оборудование для солнечной энергетики
- Лифт
- Крыша и потолок
- Кабель
- Танк
- Упаковка
- детали и аксессуары машин и обрудований
- Пресс-форма
- Автомобильные детали
- Железнодорожный рельс и подкрановый рельс
- металлическая арматура
- шлифовальный диск
- оборудовании для дорожно-строительства
- Электронные компоненты
- материал для строительства и украшения
- Двери и окна
- Холодильники
- News release Новости металлургической отрасли Новости по механическому оборудованию Новости по проектам строительства Новости о товарах машиностроения и электроники Новости о контейнерах Новости о электрической системе Новости по медицинскому оборудованию
- База данных медиа Видео Изображения Следите за нами в СМИ
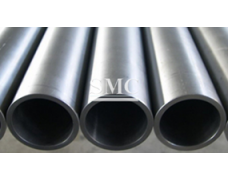
Серия сплавов из хромированного фероникеля X750







Класс: INCONELX-750, GH4145, N07750, NCF750B, 2.4669
Поверхности: Можно под заказ
Grade: INCONELX-750, GH4145, N07750, NCF750B, 2.4669
Surface: According to your request
Спецификация:
Инконель х-750 сплава главным образом γ '[Ni3 (ООО, ти, Н)] выдержки фазы укреплен суперсплава на основе никеля, ниже 980 ° C с хорошим сопротивлением к корозии и оксидации, сопротивление ниже 800 ℃ имеет более высокую прочность ниже 540 ℃ имеет хорошее сопротивление к оздоровительные свойства, но также имеет хороший formability и weldability. Плоскость сплава главным образом использована в изготовлении авиационных двигателей, работают в следующих 800 ℃ и требуют более высокую прочность коррозионно-стойких кольцевых членов, структурных частей и болтов и других деталей, по следующим 540 ℃ работая со средним или низким сопротивлением, чтобы напряжение и расслабление требованиям пружин и пружины. Он также может быть использован при изготовлении лопаток газовых турбин и других деталей турбин. Мы можем поставить сортов лист, прокладка, адвокатское сословие, поковки, член кольцо, проволоки и труб.
Фирменное наименование: СМЦ
Класс: INCONELX-750, GH4145, N07750, NCF750B, 2.4669
Поверхности: согласно вашему запросу
Гарантия: мы несем все проблемы качества продукции
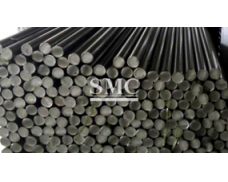
Форма: Ковка
Стандарт: ASTM asme с
Сертификации: ИСО 9001:2008
Цвет: Природа Никель
Упаковка: Общая морского грузового деревянные случае пакет/ также могут быть настроены
Оплаты: L/C Или T/Т
Поставки: обычно время выполнения образца после 7 дней оплаты.
Specification:
Inconel X-750 alloy are mainly γ '[Ni3 (Al, Ti, Nb)] aging phase strengthened nickel-base superalloy, below 980 ℃ with good resistance to corrosion and oxidation resistance below 800 ℃ has higher strength below 540 ℃ has good resistance to relaxation properties, but also has good formability and weldability. The plane of the alloy is mainly used in the manufacture of aircraft engines, work in the following 800 ℃ and require higher strength corrosion-resistant annular member, structural parts and bolts and other parts, in the following 540 ℃ working with medium or low resistance to stress and relaxation of requirements springs and coil springs. It can also be used in the manufacture of gas turbine blades and other turbine parts. We can supply varieties of sheet, strip, bar, forgings, ring member, wire and tubing.Brand Name: SMC
Grade: INCONELX-750, GH4145, N07750, NCF750B, 2.4669
Surface: According to your request
Guarantee: We bear all the problems of product quality
Shape: Forging
Standard: ASTM ASME
Certification: ISO 9001:2008
Color: Nickel Nature
Packing: Common sea freight wooden case package/ Also can be customized
Payment: L/C,T/T
Delivery: Usually sample lead time is 7 days after payment has been confirmed.
1. Химический состав
1. Chemical composition

2. Физические свойства
2. Physical properties

1. Характер
Сплава Х750 является дисперсионно-твердеющих сплавов-хромовый сплав. Он имеет хорошую коррозионную стойкость к окислению и высокую прочность при температурах до 700 ОС. Он также имеет хорошие свойства вплоть до криогенных температур. Его характеристики коррозионной стойкости похож на сплав 600.
2. Приложение
Газотурбинные двигатели
Ракетные двигатели
Обрабатывающ приспособления тепла
Ядерные реакторы
Сосудов высокого давления и корпусов
1. Character
Alloy X750 is an age-hardenable Alloy-chromium alloy. It has good corrosion and oxidation resistance and high strength at temperatures up to 700 OC. It also has good properties down to cryogenic temperatures. Its corrosion resistance performance is similar to Alloy 600.
2. Application
Gas turbine engines
Rocket motors
Heat treating fixtures
Nuclear reactors
Pressure vessels and airframes


3. Отопление и травление
Нагрев: во избежание термического крекинга местное отопление не рекомендуется. Вся часть должна быть нагрета до температуры горячей обработки. Сплав X-750 следует охлаждать воздухом после нагрева. Жидкое тушение не рекомендуется, особенно для больших секций или сложных деталей, поскольку оно может устанавливать напряжения, которые могут вызвать термический крекинг во время последующего нагрева. Для очень больших секций может потребоваться охлаждение печи. Термическая обработка, наиболее часто используемая для сплава X-750, была идентифицирована в разделе «Механические свойства». При нагревании при промежуточных температурах (в диапазоне от 900 до 1600 ° F) сплав INCONEL X-750, как и другие сплавы, способные к осаждению, закаливается, а не размягчается. Если отожженный или обработанный раствором сплав X-750 находится в эксплуатации в этом температурном диапазоне (хотя это обычно не делается), сплав будет затвердевать и слегка сокращаться. Кроме того, пластичность снижается, если сплав X-750 экспонируется в этом диапазоне под напряжением. Оптимальные графики для упрочнения осадков приведены в разделе «Механические свойства». В зависимости от конечного использования материал может подвергаться обработке осадками в обработанном раствором, отожженном, горячем или холодном состоянии. Для обслуживания ниже примерно 1100 ° F, в некоторых случаях более высокая прочность достигается путем объединения некоторых холодных работ с обработкой осадков. Термические обработки, используемые в сочетании со сварочным сплавом X-750, обсуждаются далее в разделе «Соединение».
3. Heating and Pickling
Heating: To avoid thermal cracking, localized heating is not recommended. The entire part should be heated to the hot-working temperature. Alloy X-750 should be air-cooled after heating. Liquid quenching is not recommended, particularly for large sections or complex parts because it can set up stresses that may cause thermal cracking during subsequent heating. Very large sections may require furnace cooling. The heat treatments most often used for alloy X-750 have been identified in the section on Mechanical Properties. When heated at intermediate temperatures (in the range of about 900° to 1600°F), INCONEL alloy X-750, like other precipitation-hardenable alloys, is hardened rather than softened. If annealed or solution-treated alloy X-750 is placed in service in this temperature range (although this is not usually done), the alloy will harden and contract slightly. In addition, ductility is lowered if alloy X-750 is exposed in this range under stress. Optimum schedules for precipitation hardening are given in the section on Mechanical Properties. Depending on end use, material can be precipitation-treated in the solution-treated, annealed, hot-worked, or cold-worked condition. For service below about 1100°F, in some cases higher strength is obtained by combining some cold work with precipitation treating. Heat treatments used in conjunction with welding alloy X-750 are discussed later under “Joining”.
4. Травление
Термообработанный сплав INCONEL X-750, как и никельхромные сплавы, в общем, образует оксидные пленки даже при нагревании и охлаждении в атмосферах, которые удерживают другие типы сплавов яркими. (Он может быть ярким отожженным только в очень сухом водороде или аргоне или в вакууме.) Таким образом, оксид или окалины являются обычным условием поверхности для травления. Предварительная обработка в плавленной соляной ванне настоятельно рекомендуется для наиболее эффективного удаления окалины. Однако травильную ванну с азотно-фтористоводородной кислотой можно использовать непосредственно для удаления некоторых видов окалины. INCONEL-сплав X-750 подвергается межкристаллитной атаке в этом растворе, особенно если сплав находится в состоянии, отвержденном осадками. Время в ванной следует свести к минимуму. Температура ванны имеет решающее значение; максимальная температура не должна превышать 125 ° F. Бак для травления должен быть надлежащим образом провентилирован, поскольку пары токсичны. Для соответствующих процедур травления см. Упомянутую выше публикацию «Изготовление». Масштабирование может быть успешно механически удалено с помощью бочки, мелкозернистой и пароструйной обработки.
4. Pickling
Heat-treated INCONEL alloy X-750, like nickelchromium alloys in general, forms oxide films even when heated and cooled in atmospheres that keep other types of alloys bright. (It can be bright-annealed only in very dry hydrogen or argon, or in a vacuum.) Oxide or scale is therefore the usual surface condition for pickling. Pretreatment in a fused salt bath is strongly recommended for most effective removal of scale. A nitric-hydrofluoric acid pickling bath, however, can be employed directly for removal of some types of scale. INCONEL alloy X-750 is subject to intergranular attack in this solution, particularly if the alloy is in the precipitation-hardened condition. Time in bath should be kept to a minimum. Bath temperature is critical; maximum temperature should not exceed 125°F. The pickling tank must be properly ventilated because the fumes are toxic. For appropriate pickling procedures refer to the “Fabricating” publication mentioned above. Scale can be successfully mechanically removed by barrel tumbling, fine-grit and vapor blasting.
5. Изготовление
Сплав INCONEL X-750 легко изготавливается в процессах, общих для промышленности. Должны быть выбраны процедуры и инструменты, которые будут соответствовать его высокопрочным и характерным скоростям упрочнения.
Горячее формование. Достаточно мощное оборудование важно, когда горячеобразующий сплав X-750 из-за его устойчивости к деформации. Рекомендуемый температурный диапазон для горячего сплава X-750 составляет 1800 ° -2200 ° F. Все тяжелые работы должны быть выполнены выше 1900 ° F. Поковки могут быть закончены с некоторым уменьшением света в диапазоне 1800 ° -1900 ° F. Ниже 1800 ° F металл жесткий и трудно перемещается, и попытки его работы могут вызвать расщепление. Паровые молотки хорошо подходят для работы сплава INCONEL X-750, так как работу можно быстро обрабатывать с минимальным охлаждением. Когда сплав кованый на прессах, металл находится в контакте с матрицами или блоками в течение относительно длительного времени, а поверхностные слои могут охлаждаться до температур ниже допустимого диапазона горячей обработки. Работу следует повторно разогревать так часто, как это может потребоваться для поддержания равномерной температуры во всем изделии и во избежание разрыва, вызванного локализованным охлаждением. Примерно 20% конечного сокращения должно быть сделано ниже 2000 ° F для обеспечения соответствия требованиям AMS 5667, 5670, 5671 и 5747.
Холодное формование: сплав INCONEL X-750 успешно холодно образован различными процессами. Для защиты от разрушения необходимо соблюдать осторожность, чтобы обеспечить достаточный отжиг, когда операция формования состоит из последовательных сокращений.
5. Fabricating
INCONEL alloy X-750 is readily fabricated by processes common to industry. Procedures and tools must be selected that will be appropriate for its high strength and characteristic strain-hardening rates.
Hot Forming: Sufficiently powerful equipment is important when hot-forming alloy X-750 because of its resistance to deformation. The recommended temperature range for hot working alloy X-750 is 1800°-2200°F range. All heavy hot working should be done above 1900°F. Forgings can be finished with some light reduction in the 1800°-1900°F range. Below 1800°F the metal is stiff and hard to move, and attempts to work it may cause splitting. Steam hammers are well suited for working INCONEL alloy X-750 since the work can be handled rapidly with a minimum of chilling. When the alloy is forged on presses, the metal is in contact with the dies or blocks for a relatively long time, and the surface layers may be chilled to temperatures below the correct hot-working range. The work should be reheated as often as may be needed to maintain uniform temperature throughout the piece and to avoid rupture arising from localized chilling. Approximately 20% final reduction should be done below 2000°F to ensure meeting the requirements of AMS 5667, 5670, 5671, and 5747.
Cold Forming: INCONEL alloy X-750 is successfully cold-formed by a variety of processes. To guard against rupturing, care must be taken to incorporate sufficient anneals when a forming operation consists of successive reductions.
6. Обработка
Сплав INCONEL X-750 обрабатывается по практическим и экономичным ценам. Из-за высокой прочности и твердости сплава X-750, обработанного осаждением, грубая обработка обычно выполняется до закалки. Затем обработка заканчивается обработкой осадков. Осаждение упрочнения снимает механические нагрузки; поэтому необходимо учитывать возможную коробление. Небольшое постоянное сжатие происходит во время обработки осадков, но материал, обработанный осаждением, имеет хорошую стабильность размеров. Точные размеры и хорошая отделка будут результатом следующих действий.
6. Machining
INCONEL alloy X-750 is machined at practical and economical rates. Because of precipitation-hardened alloy X-750’s high strength and hardness, rough machining is usually done before precipitation hardening. Finish machining then follows precipitation treating. Precipitation hardening relieves machining stresses; therefore, allowance must be made for possible warpage. A slight permanent contraction takes place during precipitation treating, but precipitation treated material has good dimensional stability. Accurate dimensions and a good finish will result from following these practices.
7. Присоединение
Сварочные процессы, рекомендуемые для сплава X-750 являются gastungsten-дуги, плазменно-дугового, электронно-лучевого, сопротивления и давления ацетиленокислородной сварки. При сварке сплава INCONEL X-750 с помощью газо-вольфрамового процесса используется INCONEL Filler Metal 718. Эффективность совместной работы составляет почти 100% при комнатной температуре и 80% при 1300 ° -1500 ° F, в зависимости от результатов испытаний на разрыв напряжения.
Сплав X-750 должен быть в отожженном или растворенном состоянии до сварки. Его можно сваривать, когда он находится в состоянии, обработанном осаждением, но ни после сварки, ни в зоне, подверженной воздействию тепла, не следует подвергать обработке осаждением или подвергаться воздействию рабочих температур в пределах диапазона температур осаждения из-за опасности родительского -металлическое растрескивание. Если сплав X-750 был подвергнут закалке, а затем сварен и, как ожидается, будет подвергаться воздействию температур обработки осаждения во время обслуживания, сварку следует отжигать или обрабатывать раствором и обрабатывать повторно осаждением. Во всех случаях необходимо соблюдать осторожность при сборке и сварке, чтобы минимизировать высокие напряжения. Сплавы X-750 должны быть обработаны раствором перед обработкой осадками. Скорость нагрева сварного шва до температуры должна быть быстрой и равномерной, чтобы выдерживать минимальное время воздействия температур в диапазоне осаждения. Наиболее практичным средством получения скорости быстрого нагрева является зарядка изготовленной части в предварительно нагретую печь. Иногда предварительная термическая обработка будет полезной - в тех случаях, когда материал, подлежащий сварке, находится в сдержанности или если сварка сложная, и особенно, если сборка слишком сложна для выполнения поствельтового отжига. Эффективными оказались две предварительно обработанные процедуры: 1. 1550 ° F / 16 часов, A.C. 2. 1950 ° F / 1 час, F.C. со скоростью от 25 ° -100 ° F / час до 1200 ° F, A. C. Ремонтная сварка обслуживаемых частей должна сопровождаться обработкой раствором (быстрое нагревание через диапазон упрочнения осадка) и обработкой повторным осаждением. Для удаления оксидных пленок, образующихся во время сварки, должна быть предусмотрена промежуточная или межслойная очистка. (Полная защита металла сварного шва газонепроницаемыми процессами трудно достичь.) Если эти пленки не удаляются периодически, они могут стать достаточно тяжелыми, чтобы помешать правильному слиянию и уменьшить прочность соединения. Щетка для чистки силовой проволоки служит только для полировки поверхности оксида; сварной шов должен быть абразивно-струйным или подземным. Частота очистки зависит от того, сколько оксидов накопилось. Перед сваркой все песчинки должны быть удалены. INCONEL-сплав X-750 можно паять традиционными способами, используя многие из коммерческих сплавов для пайки. Обработка осадка, при желании, должна проводиться после пайки; поэтому следует выбирать сплав, который плавится выше температур обработки осаждения. Присадочные сплавы на основе никеля особенно полезны для сплава X-750. Сплав X-750 легко соединяется процессами точечного, проекционного, шовного и флеш-сопротивления. Оборудование должно быть достаточной емкости. В общем случае сплав X-750 является сварным способом в условиях отжига или обработки.
7. Joining
Welding processes recommended for alloy X-750 are gastungsten-arc, plasma-arc, electron-beam, resistance, and pressure-oxyacetylene welding. In welding INCONEL alloy X-750 by the gas-tungstenarc process, INCONEL Filler Metal 718 is used. Joint efficiencies are nearly 100% at room temperature and 80% at 1300°-1500°F, based on the results of stress-rupture tests.
Alloy X-750 should be in the annealed or solutiontreated condition prior to welding. It is possible to weld it when it is in the precipitation-treated condition, but neither the weld or the heat-affected zone should be subsequently precipitation-treated or exposed to service temperatures within the precipitation-hardening temperature range because of the danger of parent-metal cracking. If alloy X- 750 has been precipitation-hardened and then welded and is expected to be exposed to precipitation-treating temperatures during service, the weldment should be annealed or solution-treated and re-precipitation-treated. In all cases, care must be taken during assembling and welding to minimize high stresses. Alloy X-750 weldments should be solution-treated prior to precipitation treating. Rate of heating of the weldment up to temperature must be fast and uniform to keep to a minimum time of exposure to temperatures in the precipitation-hardening range. The most practical means of obtaining the rapid heating rate is to charge the fabricated part to a preheated furnace. Sometimes preweld heat treatments will be beneficial – in cases where material to be welded is in restraint or if the weldment is complex, and especially if the assembly is too complicated for carrying out a postweld anneal. Two preweld treatments that have been proved effective are: 1. 1550°F/16 hr, A.C. 2. 1950°F/1hr, F.C. at a rate of 25°-100°F/hr to 1200°F, A.C. Repair welding of parts that have been in service should be followed by solution treating (heating rapidly through the precipitation-hardening range) and re-precipitation treating. Interbead or interlayer cleaning must be provided to remove the oxide films that form during welding. (Complete protection of the weld metal by gas-shielded processes is difficult to achieve.) If these films are not removed periodically, they can become sufficiently heavy to interfere with proper fusion and reduce joint strength. Power wire brushing serves only to polish the oxide surface; the weld bead must be abrasive-blasted or -ground. Frequency of cleaning depends on how much oxide has accumulated. All grit must be removed before welding is resumed. INCONEL alloy X-750 may be brazed by conventional procedures using many of the commercial brazing alloys. Precipitation treating, if desired, must take place after brazing; therefore, an alloy should be selected that melts above precipitation-treating temperatures. Nickel-base brazing alloys are particularly useful with alloy X-750. Alloy X-750 is readily joined by spot, projection, seam, and flash resistance welding processes. Equipment must be of adequate capacity. In general, alloy X-750 is resistance welded in the annealed or solution-treated condition.
здесь
для
цен
Мы будем связываться с вами за часов