- Кратко о компании Основы компании Концепция компании Партнеры Сертификаты Культура предприятия
- Наши услуги Строительный проект Обслуживание и ремонт Производство и изготовление Реконструкции и модернизация Транспортировка и хранение Обработка и торговля
- Управление в компании История компании Ответственность по всему миру
- Центр закупок Стажировка
- Изделия из металла Изделие из алюминия Изделия из меди Изделия с металлическим покрытием Изделия из нержавеющей стали Изделия из углеродистой стали Особый сплав
- Объект строительства Стальной решетчатый настил Стеллаж Стальная конструкция Стальной мост Строительные леса Строительные материалы Химический металл Универсальное решение для проекта
- Контейнер ДФЭ контейнер для оборудования Контейнер для хранения и транспортировки Контейнерное депо Рефрижераторы Береговой контейнер
- Устройство Металоформовочная машина Другие устройства Металлорежущая машина Металлообрабатывающий станок Листогибочное устройство Строительный блок
- Механическое изделие Автомобилестроение Разное Швартовое оборудование Корабельное оборудование Емкость высокого давления
- Электромеханическая система Электрический кабель Автоматизация Распределение мощности Солнечная энергосистема Система релейной защиты Инверсор Производственная линия Система освещения
- Медицинское оборудование Пищевые принадлежности Трахеостомическая трубка Принадлежности по уходу Изделия из литья
- Строительная техника
- EPC проекты
- нефтепровод
- Водопровод
- Газопровод
- Аксессуары для лодок и швартовные аксессуары
- Металла для украшения
- Компоненты трансформаторов
- теплообменная труба
- детали и аксессуары кондиционеров
- котёл
- обрудования для кухни и ванной
- металл для бытовых электроприборов
- оборудование для солнечной энергетики
- Лифт
- Крыша и потолок
- Кабель
- Танк
- Упаковка
- детали и аксессуары машин и обрудований
- Пресс-форма
- Автомобильные детали
- Железнодорожный рельс и подкрановый рельс
- металлическая арматура
- шлифовальный диск
- оборудовании для дорожно-строительства
- Электронные компоненты
- материал для строительства и украшения
- Двери и окна
- Холодильники
- News release Новости металлургической отрасли Новости по механическому оборудованию Новости по проектам строительства Новости о товарах машиностроения и электроники Новости о контейнерах Новости о электрической системе Новости по медицинскому оборудованию
- База данных медиа Видео Изображения Следите за нами в СМИ
Сварочная проволока


Материал: покрытый медью
Применение: Мосты, Корабли, Стальная конструкция, Машиностроение
Material: copper coated
Application: Bridges, Ships, Steel constructure,Machinery production
Shanghai Metal Corporation уже десятки лет занимается бизнесом для сварки проволокой. Его продукция отличается хорошим качеством и долговечностью.
Shanghai Metal Corporation has been doing business for welding wire for decades. Its products features good quality and durability.
Газ защищает твердый
Описание: JQ.MG80-G - высокопрочная газопроницаемая сварочная проволока. В качестве защитного газа можно использовать смешанный газ Ar + 20% CO2. Мягкая дуга, стабильное сгорание, разбрызгивание меньше. Бусины имеют более высокую ударную вязкость.
Gas-shielded Solid
Introduction: JQ.MG80-G is a kind of high strength gas-shielded welding wire. The mixed gas Ar+20% CO2 can be used as shielding gas. It has soft arc, stable burning and fewer spatters. The bead has higher impact toughness.
Применение: подходит для сварки высокопрочных конструкций с прочностью на разрыв 790 МПа. Его можно использовать для сварки некоторых ключевых конструкций,
таких как сосуды под давлением, строительная техника, подъемные механизмы, корабли, горное оборудование и т. Д.
Uses: Suitable for welding high strength structures with tensile strength of 790MPa. It can be used for welding some key structures, such as pressure vessels, construction machinery, hoisting machinery, ships, mining machinery, etc.
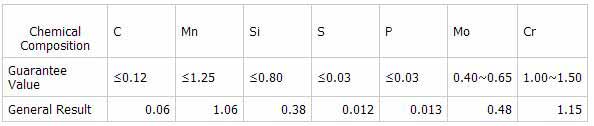
Химический состав сварочной проволоки (%)
Chemical Composition of Welding Wire(%)

Примеры химического состава осажденного металла (%)
Examples of Chemical Composition of Deposited Metal (%)

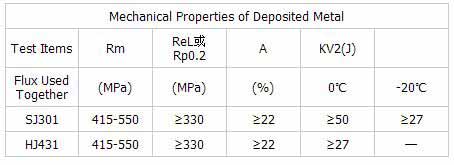
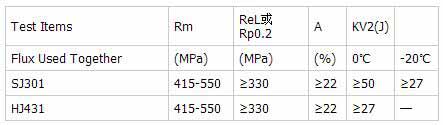
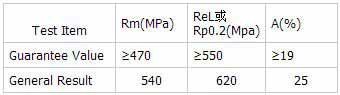
Механические свойства осажденного металла
Mechanical Properties of Deposited Metal

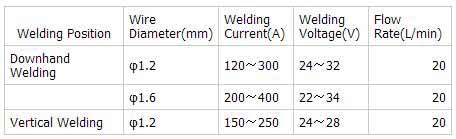
Исходный ток (DC +)
Инструкции:
1. Содержание примесей в защищающем газе должно строго контролироваться, чтобы гарантировать чистоту газа.
2. При сварке расход газа обычно составляет 20 ~ 25 л / мин.
3. Удлинение удлинения должно составлять 15 ~ 25 мм.
Reference Current (DC+)
Instructions:
1. The impurity content in the shielding gas should be strictly controlled to guarantee the purity of gas.
2. When welding, the gas flow rate is generally 20~25L/min.
3. The extension elongation should be 15~25mm.
Аргонодуговая сварочная проволока
JQ.TG50
Согласно GB ER50-6
Соответствует AWS ER70S-6
Argon-arc Welding Wire
JQ.TG50
According with GB ER50-6
Corresponding with AWS ER70S-6
Применение: Используется для ручного вольфрамового аргонового дугового сварки и дуговой сварки на трубопроводах, и оба могут производить
удовлетворительные сварные соединения. Может использоваться для сварки углеродистой стали и некоторых низколегированных сталей.
Uses: Used for all-position manual tungsten argon arc backing weld and arc welding on pipelines, and both can produce satisfactory welded joints. Able to be used for welding carbon steel and some low-alloy steel.
Химический состав сварочной проволоки (%)
Chemical Composition of Welding Wire(%)

Примеры химического состава осажденного металла (%)
Examples of Chemical Composition of Deposited Metal (%)

Механические свойства осажденного металла
Mechanical Properties of Deposited Metal
Размер провода
Wire Size

Погружной дуговой сварной провод
JQ.H10MnSi
GB: H10MnSi
AWS: EM13K
Ток: используется вместе с плавленым флюсом 350 или спеченным флюсом 101. Используется как для высокоскоростной сварки, так и для наплавки на основе базовых металлов класса 50 кг. В основном используется для сварки котлов, сосудов под давлением, мостов, судов и т. Д.
Основные приложения:
JQ.H10MnSi
Согласно GB H10MnSi
Соответствует AWS EM13K
Введение:Это своего рода сварочная проволока с соответствующим содержанием марганца и кремния. Он соответствует малым марганцевым и низкосиликатным сварочным флюсам. Он не чувствителен к ржавчине на основном металле. Он имеет отличное формование бортов, отличную отслаиваемость шлака и высокую эффективность сварки.
Применение: Используется вместе с плавленым флюсом 350 или спеченным флюсом 101. Используется для высокоскоростной сварки и наплавки с использованием
базовых металлов класса 50 кг. В основном используется для сварки котлов, сосудов под давлением, мостов, кораблей и т. Д.
Submerged-arc Welding Wire
JQ.H10MnSi
GB:H10MnSi
AWS:EM13K
Current:Used together with fused flux 350 or sintered flux 101. Used for both high speed welding and filling welding on 50kg class base metals. Mostly used for welding boilers, pressure vessels, bridges, ships, etc.
Main Applications:
JQ.H10MnSi
According with GB H10MnSi
Corresponding with AWS EM13K
Introduction: It is a kind of welding wire with appropriate manganese and silicon content. It matches with low-manganese and low-silicon type welding flux. It is not sensitive to the rust on the base metal. It has excellent bead molding, excellent slag detachability and high welding efficiency.
Uses: Used together with fused flux 350 or sintered flux 101. Used for both high speed welding and filling welding on 50kg class base metals. Mostly used for welding boilers, pressure vessels, bridges, ships, etc..
Химический состав сварочной проволоки (%)
Chemical Composition of Welding Wire(%)

Механические свойства осажденного металла
Mechanical Properties of Deposited Metal
Размер провода
Wire Size

Газозащитная проволочная проволока с порошковым покрытием
JQ. YR302
ГБ: E551T1-В2
АМС: E81T1-В2
Ток: подходит для сварки стали 1Cr0.5Mo (например, 15CrMo) ниже 520
Основные приложения:
JQ.YR302
Согласно GB / T 17493-1998 E551T1-B2
Соответствует AWS A5.29 E81T1-B2
JIS Z3318 YF1CM-C
Применение: Подходит для сварки менее 520 ℃ 1% Cr-0,5% Mo (например, 15CrMo).
Gas-shielded Flux-cored Welding Wire
JQ. YR302
GB:E551T1-B2
AWS:E81T1-B2
Current:Suitable for welding 1Cr0.5Mo (such as 15CrMo) steel below 520
Main Applications:
JQ.YR302
According with GB/T 17493-1998 E551T1-B2
Corresponding with AWS A5.29 E81T1-B2
JIS Z3318 YF1CM-C
Uses: Suitable for welding 1%Cr-0.5%Mo (such as 15CrMo) steel below 520℃.
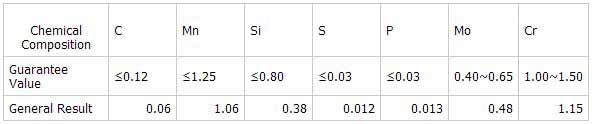
Химический состав осажденного металла (%) (CO2Shielding Gas)
Chemical Composition of Deposited Metal (%)(CO2Shielding Gas)
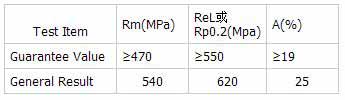
Механические свойства осажденного металла
Mechanical Properties of Deposited Metal
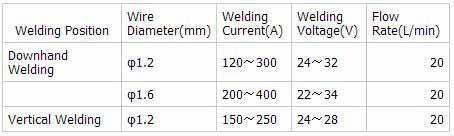
Исходный ток (DC +)
Reference Current (DC+)
Инструкции:
1. Масляные пятна и ржавчина на сварных швах должны быть очищены.
2. При сварке расход газа обычно составляет 20 ~ 25 л / мин.
3. При сварке сварочными проволоками с порошковым покрытием удлинение удлинения должно составлять 15 ~ 25 мм.
4. Влажность складов сварочной проволоки должна быть ниже 60%.
5. Он не подходит для сварочных проволок без вакуума, которые хранятся более полугода, и он не подходит для вакуумных сварочных проволок, которые хранятся более года.
Instructions:
1.The oil stains and rust on the weldments should be cleared away.
2.When welding, the gas flow rate is generally 20~25L/min.
3.When welding with flux-cored welding wires, the extension elongation should be 15~25mm.
4.The humidity of the welding wire storerooms should be preserved below 60%.
5.It is not suitable for non-vacuum-packed welding wires to be stored for more than half a year, and it is not suitable for vacuum-packed welding wires to be stored for more than a year.
Газозащитная проволочная проволока с порошковым покрытием
JQ. YR302
ГБ: E551T1-В2
АМС: E81T1-В2
Ток: подходит для сварки стали 1Cr0.5Mo (например, 15CrMo) ниже 520
Основные приложения:
JQ.YR302
Согласно GB / T 17493-1998 E551T1-B2
Соответствует AWS A5.29 E81T1-B2
JIS Z3318 YF1CM-C
Применение: Подходит для сварки менее 520 ℃ 1% Cr-0,5% Mo (например, 15CrMo).
Gas-shielded Flux-cored Welding Wire
JQ. YR302
GB:E551T1-B2
AWS:E81T1-B2
Current:Suitable for welding 1Cr0.5Mo (such as 15CrMo) steel below 520
Main Applications:
JQ.YR302
According with GB/T 17493-1998 E551T1-B2
Corresponding with AWS A5.29 E81T1-B2
JIS Z3318 YF1CM-C
Uses: Suitable for welding 1%Cr-0.5%Mo (such as 15CrMo) steel below 520℃.
Химический состав осажденного металла (%) (CO2Shielding Gas)
Chemical Composition of Deposited Metal (%)(CO2Shielding Gas)
Механические свойства осажденного металла
Mechanical Properties of Deposited Metal
Исходный ток (DC +)
Reference Current (DC+)
Описание:
1. Смазка и ржавчина на сварке должны быть удалены.
2. Сварка, расход газа обычно составляет 20 ~ 25 л / мин.
3 сваркой порошковой проволокой, коэффициент удлинения должен составлять 15 ~ 25 мм.
4.Влажность проводного хранилища должна поддерживаться ниже 60%.
5.Невакуумная упаковочная проволока не должна храниться более шести месяцев, не подходит для вакуумной упаковочной сварки.
Instructions:
1.The oil stains and rust on the weldments should be cleared away.
2.When welding, the gas flow rate is generally 20~25L/min.
3.When welding with flux-cored welding wires, the extension elongation should be 15~25mm.
4.The humidity of the welding wire storerooms should be preserved below 60%.
5.It is not suitable for non-vacuum-packed welding wires to be stored for more than half a year, and it is not suitable for vacuum-packed welding wires to be stored for more than a year.
Упаковка сварочной проволоки:
Shanghai Metal Corporation Продукты упаковываются и маркируются в соответствии с требованиями и пожеланиями заказчика.
Следует проявлять большую осторожность, чтобы избежать любого ущерба, который может быть причинен во время хранения или транспортировки.
Кроме того, яркие ярлыки помечены на внешней стороне пакетов для упрощения идентификации продукта I. D. и информации о качестве.
1) Стандарт SMC
2) Изготовление на заказ
Packaging of Welding Wire:
Shanghai Metal Corporation Products are packed and labeled according to the regulations and customer's requests.
Great care is taken to avoid any damage which might be caused during storage or transportation.
In addition, clear labels are tagged on the outside of the packages for easy identification of the product I. D. and quality information.
1)SMC Standard
2)Customization


здесь
для
цен
Мы будем связываться с вами за часов



