- Кратко о компании Основы компании Концепция компании Партнеры Сертификаты Культура предприятия
- Наши услуги Строительный проект Обслуживание и ремонт Производство и изготовление Реконструкции и модернизация Транспортировка и хранение Обработка и торговля
- Управление в компании История компании Ответственность по всему миру
- Центр закупок Стажировка
- Изделия из металла Изделие из алюминия Изделия из меди Изделия с металлическим покрытием Изделия из нержавеющей стали Изделия из углеродистой стали Особый сплав
- Объект строительства Стальной решетчатый настил Стеллаж Стальная конструкция Стальной мост Строительные леса Строительные материалы Химический металл Универсальное решение для проекта
- Контейнер ДФЭ контейнер для оборудования Контейнер для хранения и транспортировки Контейнерное депо Рефрижераторы Береговой контейнер
- Устройство Металоформовочная машина Другие устройства Металлорежущая машина Металлообрабатывающий станок Листогибочное устройство Строительный блок
- Механическое изделие Автомобилестроение Разное Швартовое оборудование Корабельное оборудование Емкость высокого давления
- Электромеханическая система Электрический кабель Автоматизация Распределение мощности Солнечная энергосистема Система релейной защиты Инверсор Производственная линия Система освещения
- Медицинское оборудование Пищевые принадлежности Трахеостомическая трубка Принадлежности по уходу Изделия из литья
- Строительная техника
- EPC проекты
- нефтепровод
- Водопровод
- Газопровод
- Аксессуары для лодок и швартовные аксессуары
- Металла для украшения
- Компоненты трансформаторов
- теплообменная труба
- детали и аксессуары кондиционеров
- котёл
- обрудования для кухни и ванной
- металл для бытовых электроприборов
- оборудование для солнечной энергетики
- Лифт
- Крыша и потолок
- Кабель
- Танк
- Упаковка
- детали и аксессуары машин и обрудований
- Пресс-форма
- Автомобильные детали
- Железнодорожный рельс и подкрановый рельс
- металлическая арматура
- шлифовальный диск
- оборудовании для дорожно-строительства
- Электронные компоненты
- материал для строительства и украшения
- Двери и окна
- Холодильники
- News release Новости металлургической отрасли Новости по механическому оборудованию Новости по проектам строительства Новости о товарах машиностроения и электроники Новости о контейнерах Новости о электрической системе Новости по медицинскому оборудованию
- База данных медиа Видео Изображения Следите за нами в СМИ
Цистерна


Национальный стандарт: GB 50128-2005
Международный стандарт: API-650-2007
Послепродажное обслуживание: предоставляется зарубежная услуга
Цвет: Индивидуальный
National standard: GB 50128-2005
International standard: API-650-2007
After-sales Service Provided: overseas service provided
Color: Customized
Стандарт для масляного бака
Национальный стандарт: GB 50128-2005 Стандарт на строительство и приемку для вертикального цилиндрического стального сварочного масляного бака
Международный стандарт: API-650-2007 Стандарт стального резервуара для хранения сварочного масла
Standard for Oil Tank
National standard: GB 50128-2005 Construction and acceptance standard for vertical cylindrical steel welding oil tank
International standard: API-650-2007 Standard of steel weld oil storage tank
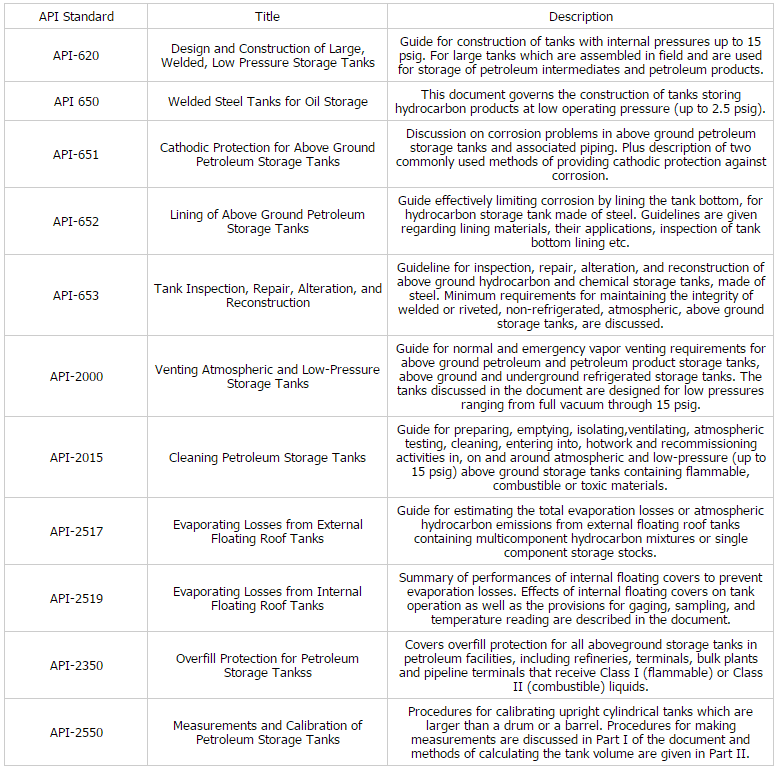
Стандарт API для масляного бака
API Standard for Oil Tank
Спецификация для строительства
Метод строительства: метод цепной флип-чип обычно используется для общего вертикального резервуара для хранения нефти: подготовка к строительству → проверка материала → резка → механическая обработка → контроль → сварка центральной пластины в нижней части резервуара → сварка краевой плиты арки внизу резервуара → установка центральной стойки и зонтика → установка и сварка верхнего кольца → установка и сварка углов и стального угла → сборка временного арки кронштейна → установка ведущего цепного подъемного устройства → установка и сварка арки крыши → установка и сварка нижнего круга → Развертка верхней пластины корпуса → сварка кругового шва → установка и сварка каждого кругового шва → установка и сварка нижнего круга, нижней плиты и углового шва → установка и сварка краевой пластины нижней плиты → контроль → установка аксессуаров → вакуумный тест → тест → расчетное наблюдение → сдать
Сбор и сборка для нефтяного резервуара
Сборка резервуара: три - пластины для образцов: одна предназначена для проверки кривизны арки, длина хорды которой составляет не менее 2 м; один предназначен для проверки деформации края вертикального сварного шва, длина хорды которого составляет не менее 1 м; один предназначен для проверки деформации вертикального сварного шва, длина хорды которого составляет не менее 1 м.
Сборка резервуара: в соответствии с порядком установки масляного бака нижняя поверхность нижней плиты должна быть выполнена с антикоррозионной обработкой перед установкой нижней пластины. Перед размещением нижней пластины должна быть нарисована поперечная осевая линия. Отклонение с центральной линией, отмеченное гражданским строительством, должно быть в пределах разрешения.
Specification for Construction
Construction method: chain flip-chip method is usually used for common vertical oil storage tank: construction preparation→material inspection→cutting→machining→inspection→welding of the center plate at the bottom of tank→welding of the arch edge plate at the bottom of tank→setting up the center post and umbrella stand→installation and welding of top ring→installation and welding of edge and steel angle→assembling of temporary arch bracket→installation of leading chain lifting device→installation and welding of arch roof→installation and welding of the lower circle→Jack-up the top circle shell plate→welding of circular seam→installation and welding of every circular seam→installation and welding of bottom circle, bottom plate and angle seam→installation and welding of edge plate of bottom plate→inspection→installation of accessories→vacuum test→test→settlement observation→hand over
Prefabrication&Asembling for Oil Tank
Prefabricating of tank: three are sample plates: one is for checking curvature of arch roof, chord length of which is no less than 2m; one is for checking the deformation of the edge of vertical weld seam, chord length of which is no less than 1m; one is for checking the deformation of vertical weld seam, chord length of which is no less than 1m.
Assembling of tank: According to the sequence for installing oil tank, the lower surface of bottom plate should be done the anticorrosion work before installation of bottom plate. A cross center line should be drew up on the surface before layout of bottom plate. The deviation with the center line remarked by civil construction should be within the scope of permit.
Метод проверки
Проверка сварки и сварного шва: оценить сварочный процесс стыкового соединения, T-образную сварную шовную и трубную плиту согласно JB4708-92. Оценка процесса сварки стального сосуда под давлением. Чтобы составить путеводитель по сварочному процессу на площадке, человек, выполняющий неразрушающий контроль для сварного шва масляного бака. RT будет выполняться в соответствии со спецификацией GB3323-87. Радиограмма и качество стыкового соединения, сваренного стальным расплавом.
Тест резервуара: Вакуумный тест будет принят для всех донных пластин, а степень вакуума должна быть не менее 53 кПа. Тест на проникновение будет использоваться для повторной проверки.
Проделать пробку наполнения бака водой, проверить вверх и вниз по плавущему диску и наблюдать за поселением фундамента. Затем временно закрыть отверстия верхней части и открыть световые отверстия на крыше, а затем залить воду в бак. Вода должна быть пресной водой, а температура должна быть ниже 5 ℃. Давление следует хранить в течение нескольких часов.
Испытание на наполнение водой, испытание на прочность и испытание на стабильность для раковины и плиты крыши: для закрытия легких отверстий, отверстий для пены и вентиляционных отверстий на крыше, когда уровень воды достигает 1 м, а затем для непрерывного заполнения воды. Наблюдать за давлением через манометр на крыше. Испытание на стабильность будет проведено после испытания на наполнение водой. Когда уровень воды достигнет максимального уровня рабочей жидкости, закройте отверстие и медленно пропустите воду. При отрицательном давлении, создаваемом в резервуаре, для контроля строгости номера отрицательного давления. Когда отрицательное давление достигает 200 мм, немедленно прекратите слив воды и заполните воду, сделав давление в баке нормальным.
Обнаружение трещин: провести испытание на проникновение и MT для сварного шва углового шарнира и пластины жесткости на баке.
Inspection Method
Inspection of welding and weld seam: To evaluate the welding process of butt joint, T fillet weld and tube plate according to JB4708-92 The evaluation of welding process of steel pressure vessel. To make the guide book of welding process in the site, the person who do the NDT for weld seam of oil tank. RT will be done according to the specification of GB3323-87 Radiogram and quality of butt joint welded by steel melt weld.
Tank test: Vacuum test will be adopted for all bottom plates and the vacuum degree should not be less than 53Kpa. The penetrate test will be used to reinspect.
To do tank water filling test, up and down test of floating disc and observation of foundation settlement. Then to close the holes of upper part temporarily and to open light holes on the roof and then to fill water into tank. The water should be fresh water and the temperature should be lower than 5℃. The pressure should be kept for hours.
The water filling test, strength test and stability test for shell plate and roof plate: To close the light holes, foam holes and vent holes on the roof when the water level reaches to 1m and then to fill the water continuously. To observe the pressure through the pressure gauge on the roof. The stability test will be done after water filling test. When the water level reaches the maximum operation liquid level, to close the opening and drain the water slowly. When the negative pressure generated in the tank, to monitor the negative pressure number strictness. When the negative pressure number reaches 200mm, to stop draining water immediately and to fill water, making the pressure in the tank be normal.
Crack detection: To do penetration test and MT for the fillet weld seam of joint angle and stiffening plate on the tank.
здесь
для
цен
Мы будем связываться с вами за часов




